
Key Digital Dental Manufacturing Quality: Element 1
Machine Design
For any CNC milling machine heat and vibration must be kept to an absolute minimum
to achieve optimum performance and reliability standards and reliably produce the highest quality restorations.
Read More
Contact Us

Key Digital Dental Manufacturing Quality: Element 2
Jigs & Fixtures
Use of zero stack tolerance machine jigs & fixtures that fully support the part and part rough stock
to assure the best possible restorations, minimize tool wear and eliminate re-makes.
Read More
Contact Us

Key Digital Dental Manufacturing Quality: Element 3
CAM Software
The CAM Software must output smooth motion data utilizing specialized high-speed machining strategies that will minimize machine time and increase cutting tool life while providing fine, highly detailed surface finishes with the best restorative margins.
Read More Contact Us
Key Digital Dental Manufacturing Quality: Element 4
Machining Templates
Highly efficient machining templates must be available to achieve maximum machine and tooling performance without compromising quality and machine operational reliability.
Read More Contact UsFour Key Elements in a Digital Manufacturing System that directly affect Machine Performance, Machine Reliability and Restoration Quality.
The objective of every machining operation is to remove material, within tolerances as quickly as possible. The issue for every lab or milling center is to define the amount of material, how quickly, what tolerances and surface finishes are required and how much post-machining hand work is required to produce a final sellable product that meets your quality, delivery and profitability requirements.
The key is selecting a small footprint machine that offers the best features and benefits of full-frame industrial high-speed CNC machine tools – one that is reliable, easy-to-operate and requires minimum maintenance.
"Heat and vibration are the enemies in achieving this goal and must be eliminated in every way possible."

machine frame
Due to high spindle speeds and cutting rates cutting forces and heat increase leading to higher deflections, thermal deformations and vibration of the machine resulting in accuracy deterioration.
To achieve the required high operating bandwidth while maintaining relatively high accuracy, the structure of CNC machine tool must be rigid.
-
Should be constructed of precision machined cast aluminum-alloy,
hybrid stone or heavy gage steel or aluminum plate. -
Fabricated sheet-metal enclosures provide no rigidity nor dissipate heat in
any meaningful way. - Machine weight is a good general indicator of rigidity.
- Machines weighing under 200 lbs lack significant rigidity or vibration
dampening capability. - The quality of the axis drive system is a function of the
construction of the frame and the machine axes way system. - This aspect of the machine determines rigidity, vibration damping
capacity, and resistance to side thrust.

Axis Drive System
Contains all the components necessary to quickly and accurately drive and position each machine axis in the machining process. Key components include: axis drive motors, linear motion drive mechanisms and way system.
- Drive motors can be stepper motors or servo motors.
- Stepper motors are inexpensive, noisy, produce nodular motion and are
subject to positioning errors requiring frequent calibrations. - Servo motors costs more, quiet, smooth in motion, more powerful than
stepper motors and are not subject to positioning errors. - Ballscrews, supported on both ends and at least 10mm in diameter, provide
superior positioning accuracy & less susceptible to vibration. - Ball nuts should be utilized to eliminate backlash or lost motion caused
during reversals in axis travel. - The machine tool way system includes the load-bearing components that
support the spindle and table, as well as guide their movements. - Linear guideways of adequate size with pre-load blocks are required to
assure consistent precision at high machining feed rates.
Motion Control
The motion control system is responsible for moving the machine in a controlled manner. Motion control may be open loop or closed loop.
In open loop systems, the controller sends a command through the amplifier to the motor, and does not know if the desired motion was actually achieved. Typically these systems utilize stepper motors for control.
For tighter control with more precision, a measuring device (such as an encoder or glass scale) may be added to the system. When the measurement is converted to a signal that is sent back to the controller, and the controller compensates for any error, it becomes a Closed loop System.
Open loop systems are subject to position errors caused by mechanical interfaces and tolerances, spindle overload and stalling, power spikes and a host of other conditions.
A direct consequence of positioning errors is the requirement to “calibrate” the machine to reestablish true position within the system, which is typically done daily or in high-production applications or lower quality machines, multiple times per day.
Closed loop, servo-driven systems are the preferred system in applications requiring precise control, very swift response to commands and exact fidelity to position commands

ballscrews firmly secured at both ends to assure optimum performance high-quality machining results.

Spindle
The Spindle is the heart of the Dental Machining Center. The amount of force and wear and tear it must endure means the design of the spindle and the quality of the parts buried within the spindle are vital to your spindle’s performance and its lifespan.
- Quality components not only determine longevity of the spindle, they
determine how the spindle handles speed, torque and vibration. - The type and material used for the ball bearings affects temperature,
vibration levels and the life of the spindle. Hybrid ceramic, angular thrust
bearings are preferred due to their ability to withstand angular & axial loads. - It is not the power rating of the spindle that is of importance in the machining
process. The spindle torque rating within the typical rpm operating range for
your machining operations is of the greatest importance. - Spindle specifications are typically given in terms of their maximum
capabilities/ratings. It is not the maximum rating that should be used but
rather the S1 or continuous operating rating that must be used for evaluation. - Collet/Clamp size specification is important as it determines the cutting tool
shank diameter (typically in the range of 4mm to 6mm). - Small diameter tool shanks are less rigid and are subject to deformation at
high spindle speeds resulting in chatter, excess tool wear, reduced accuracy,
poor fits and surface finishes. - The machines spindle must be configured such that its speed, torque and
horsepower characteristics are adequate to machine the desired materials. - When a machining process exceeds the available power and torque, it
overheats and the motor eventually burns out.
The Importance of Proper Fixturing
The quality and the performance of a dental machining center is heavily influenced by jigs and fixtures as they responsible for the placing and holding of a component.
Good jigs and fixtures provide dental manufacturing professionals the following:
- A higher degree of positioning precision and the repeatability thereof.
- A greater accuracy for the positioning of precise hole centers.
- Tighter tolerances at micron levels with higher-quality surface finishes.
- A faster time frame to achieve these tolerances.
- Increased cutting tool life.
Some of the advantages associated with a good jig and fixture include:
Productivity
Good jigs and fixtures are able to effectively increase productivity. This is because the part, during manufacturing, does not have to be frequently checked and eliminates the need for individual marking and positioning.
Costs
Because of an increased productivity, a reduction in waste material, a lesser use of manual labor and the easy assembly offered through using precision machining technologies, the cost of production is considerably reduced.
Skills
The need for a skilled work force to position tools correctly is severely minimized as the locating, clamping and the correct positioning of the work piece is done by tool guiding elements. Semi-skilled operators can be employed.
Quality
The variability of dimensions in mass production cycles are lower, as good jigs and fixtures limit vibration and are able to maintain a quality that is consistent.
Tolerance Stack
A tolerance stack is a calculation to determine how
tolerances accumulate. Stacks help establish and optimize part tolerances, and
ensure that parts are designed to promote maximum function and produce accurate
repeatable results.
Tolerance Stack-Ups are vital to address mechanical fit and mechanical performance requirements. Mechanical fit meaning, do the parts that make up the assembly always go together and mechanical performance requirements would include the performance of mechanisms, like linear or rotary actuators (axis drives), alignments, latches etc.
High-quality fixtures account for certain sources of variation in the manufacturing process such as:
- Location of a surface or part on a fixture.
- Fixture placement on a machine.
- Non-uniformity or consistency in rough stock material.
- Internal stock stress relaxation.
- Repeatability of motions.
- Inconsistent operator set-ups.
- Rigidity of machine elements (twist, bend, expansion, etc.)
- Environment (temperature, humidity, vibrations, etc.)
"Zero stack tolerance fixtures assure accurate and consistent results and when applied to rotary drive systems provide greater positioning accuracy, repeatability and superior dynamic motion."
Often Overlooked
There are many components to an effective high speed machining process for the fabrication of dental prosthesis. Although much has been written about the impact HSM (High Speed Machining) has had on CNC machine tools, spindles, tool holders, cutting tools, and machine controls, often forgotten is high speed machining impact on tool path programming techniques and the CAM software that creates them.
CAD/CAM technology is evolving today to meet the specific needs for new tool path strategies to suit the HSM environment - the use of higher spindle speeds and feed rates to remove material faster without a degradation of part quality. The goal is to finish dental restorations to net shape, to improve surface finish and geometric accuracy so that hand-finishing can be reduced or eliminated.
Basic Requirements
The challenge to the CAD/CAM system is to create smooth, error-free motion consisting of machining passes with very small step-overs at very high feed rates. This motion must be accomplished without overloading the cutting tool, forcing the tool to make sharp turns and with minimum entry and exits into the cut. A given toolpath for high speed milling has to satisfy a number of constraints.
- The motion generated must be smooth and not cause the cutting tool to gouge the part.
- The cutting load must be within the capabilities of the tool.
- The toolpath should leave cusps no larger than the specified limit.
- Abrupt changes in the amount of material or the rate of material removal should be avoided.
- The cut direction (climb/conventional) should be maintained.
- Sharp changes of direction should be avoided.
- Non-cutting moves should be minimized.
- Toolpath execution time should be minimized.
Machining Strategies
High speed machining offers the opportunity to significantly increase quality, reduce machining times and minimize manual rework for complex shapes common to the dental industry. To achieve the best results it is necessary to apply HSM-suitable machining strategies to perform optimal high speed milling operations.
By examining the geometrical and topological information of the work piece’s virtual model, the feature elements can be evaluated. This covers several important high speed cutting aspects in the CAM system, like optimal technology, strategy selection and the process stability of different strategies.
For anything but the simplest parts, HSM will involve several machining steps. Choosing the right machining sequence is the most important stage of HSM programming and one where software capability is most valuable.
The level of automation is increasing steadily in dental CAM software, but in the end the quality of the final restoration is in a large part determined by the availability, use, quality and robustness of the available strategies provided by the software.
Corner Finishing

Pencil milling automatically cleans up corners or concave fillets so that there is uniform stock left at surface intersections. Relieving the larger volume of material allows for less tool deflection and noise when cutting corners.
Intelligent Stock Removal

Intelligently removes small islands of residual stock that can remain on the part due to a combination of tool radii and step-over, by inserting a smooth extension into the area.
Pattern Finishing

Depending on the part shape, Raster, Radial or Spiral strategies can be employed to provide maximum efficiency. Full control of the leads and links ensures smooth toolpath transitions, improving both tool life and surface finish.
3D Offset Finishing

3D offset machining delivers an excellent surface finish because the step-over is varied to give a constant cusp height, both on steep surfaces and shallow contoured areas.
Spiral Offset Finishing

Spiral offset finishing prevents ‘witness marks’, reduces machining time and improves tool life since the tool stays in constant contact with the model in one smooth spiral motion, and giving an excellent surface finish.
Optimized Finishing

3D Offset and Constant-Z finishing are combined to produce the best toolpaths for machining both the flatter and steeper areas of a part. Here the strategy automatically interleaves the toolpaths in the intermediate areas between the two strategies, ensuring high surface quality.
Parametric Offset Machining

Parametric Offset machining intelligently morphs toolpaths across a surface with a varying rather than constant step-over. This strategy covers the complete area without any sharp changes in direction, so improving surface finish and tool life.
High Efficiency Roughing
The main requirements of high-efficiency roughing are to keep the load on the cutter as constant as possible and to minimize any sudden changes in the cutting direction
Knowledge Base
High speed machining (HSM) contributes greatly in the manufacturing of dental prostheses. With high speed machining, complex contour shapes can be machined so accurately that little or no finishing operation is necessary. High speed machining offers a practical way to minimize cutting force and therefore minimize workpiece deflection.
It is the machining template library that ultimately maximize the effectiveness of high speed machining by creating the output to work within the CAM software’s core technology and the machine’s capability to produce the best possible restorations, in the shortest time possible with the minimum of post-machining bench work.
Our “knowledge-based” system is based on specific knowledge of various aspects about high speed machining, such as machining parameters, cutting tool materials, chip formation, stability analysis during high speed machining, etc. Cutting parameters, are selected to maximize machining performance based on cutting tool materials for different combinations of cutting speeds and workpiece materials. It takes into account stability analysis during high speed machining for the manufacturing of restorations fabricated from a wide variety of hard and soft materials.
Parameter Selection Criteria
Axsys Dental Solutions is unique as our templates incorporate a wide range of effective high speed machining techniques based on over 40 years of experience in working with small and large companies in the automotive, aerospace, die/mold, and machine tool industries. Selection criteria include:
- Workpiece specification (zirconia, PMMA, titanium, cobalt-chrome, etc.)
- Machine tool specification (spindle torque, machine and fixture rigidity,
spindle speed and feed rate) - Nature of the operation (face milling and ball nose end milling)
- Type of cut (roughing, semi-finishing, finishing etc.)
- Business criteria including machine time, cutting tool life, quality,
reliability and manual labor.
restorations with fine finishes, perfect fits & the best restorative margins.

Toolpath Refinement and More
In addition to the dedicated strategies, toolpaths can be enhanced with toolpath and tool-axis editing, feedrate optimization and improved point distribution. Intelligent point distribution along the toolpath ensures programs are optimized for your machine control and machine configuration, ensuring the smoothest surface finish and highest accuracy.
- Robust 5-axis machining strategies with extensive control of the tool axis.
- Collision detection between any part of the machine, cutting tool, part
and fixture. - Automatic nesting.
- Robust reference libraries.
- 100% Open-system architecture.
- Support for wide range of indications and materials.
- Quality & frequency of software releases.
Not all CAM Software Solutions are Alike
STL files are widely used as the data source from which to represent the restoration to be fabricated and from which to plan a tool path.
However, an STL file is like a bucket of random facets—the facet data in the STL file is unordered and no topological information is provided.
First, an efficient data structure must be employed to organize the STL data because subsequent operations (such as data query and geometry features calculation, the tool path generation, etc.) query facet geometry information frequently.
Methods must also be established to represent the topology information of STL files, calculate local geometry information, generate toolpath points at non-vertex model points and check for interference. There are many techniques that can be used all of which are complicated to implement and directly affect computation time, strategy robustness and quality of the final toolpath that creates a restoration.
It is important to compare the actual output generated from different dental CAM software products to determine which one consistently provides the highest quality output based on their internal methods and software algorithms.
Incomplete machining results in excess hand-work and bad fits.
Consequences of Random Point Spacing
& Erratic Tool Motion
The majority of dental CAM software solutions have limitations
in key areas that have serious impact on restoration quality, including:
random point spacing, erratic tool motion, limited, unreliable or
rudimentary rough, semi-finishing & finishing machining strategies.






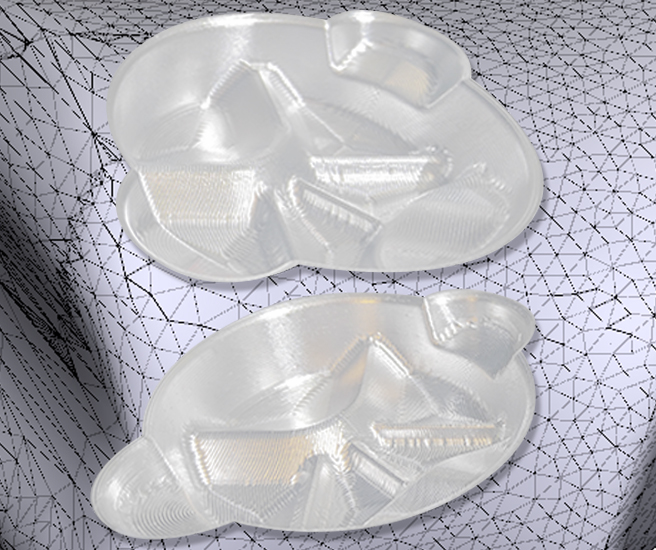
Software Makes a Difference
Below is an example of three crowns produced from three different CAM software solutions. These crowns shared a common STL model file and were machined on the same milling machine.
Software Solution A

Software Solution B

Software Solution C

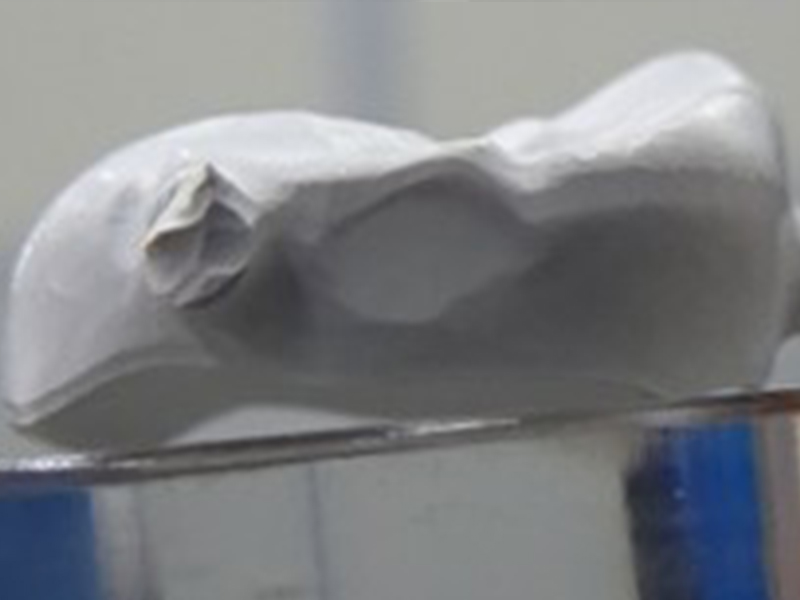




Gingival Margin Integrity
The margin is the area most prone to damage during the milling process.
To preserve the integrity of the margin, additional thickness is added to the margin in software to strengthen it during milling and provide additional stock in anticipation of violation during the milling process.
While the margin reinforcement feature (which can be as much as 200µm in inferior systems) is helpful during milling, it must be manually removed afterward as part of the margin-finishing process. The primary reasons for these violations and requirement for margin reinforcement include:
- Machine rigidity.
- Machine spindle performance including; internal structural quality,
excessive cutting tool run-out, tool deformation etc.)
- Fixture rigidity including lack of quality machine rotary axis gear reducers.
- Lack of available robust machine strategies or poor output generated from
within the CAM software. - Improper toolpath “processing” from within automated CAM software
templates. - Combination of all the above.
Margin Violations Typical of Popular Solutions




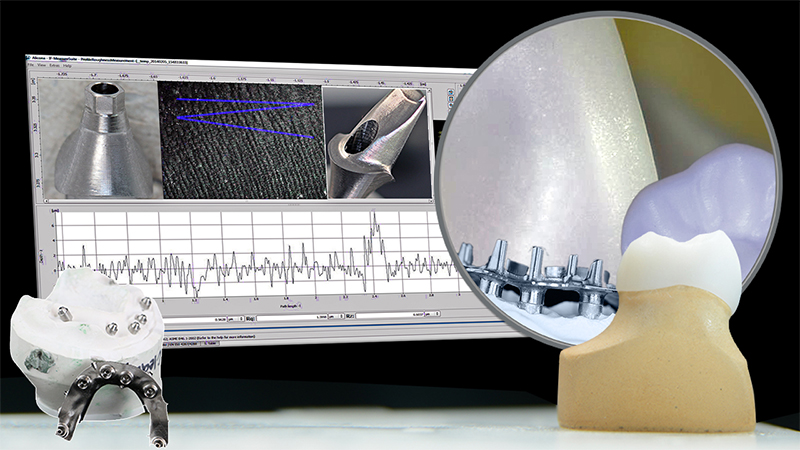
Custom Implant Abutments
Coupling Axsys expertise with the quality and precision of Versamill technology to provide the most comprehensive abutment machining solution available. Producing restorations of superior quality and handling the widest variety of design characteristics - even those of extreme divergence.
- Best possible restorative margins.
- Most aesthetic emergence profiles.
- Sub-micron Ra subgingiva surface finishes
- Best possible restorative margins
- Perfect fits.
- Minimum post-machining hard-work.
Bar Overdentures
Coupling Axsys expertise with the quality and precision of Versamill technology to produce multiple implant supported overdentures. Whether it be a partial or full arch rehabilitation overdentures, even those containing implants of severe divergence are easily produced with unmatched, off-the-machine quality and minimum hand-work.
- Easily handle complex cases such as all-on-six restorations.
- Highly divergent implants too.
- High-quality appliance mating surfaces.
- Precise retention locations.
- Perfect fits.
- Minimum post-machining hard-work.
The Clear Choice

Our digital dental manufacturing solutions are based on our industrial-grade, 5-axis, wet or dry processing Versamill precision machining centers, proven software and our expert machining templates.
With them you can say goodbye to heavy margin reinforcement, chipped margins, excessive hand-work, scrapped units, frequent calibrations, fit problems, support headaches and many more of the pains associated with popular dental CNC “machines”.
Choose the Versamill 5XS Crown & bridge solution for the precision machining of restorations made from soft dental materials, including: zirconia, PMMA, glass-ceramics, wax and more.
The Versamill 5X200 is part of the ultimate custom abutment and bar overdenture manufacturing solution. Producing clean, thin margins, perfect fits and superior finishes from any hard or soft dental material, including: titanium and cobalt-chrome.
See the Machines

- Address: 29627 West Tech Dr.
Wixom, MI 48393 - Toll Free: + 1 (855) 687 7941
- Office: + 1 (248) 926 8810
- Fax: + 1 (248) 926 9085
- Email:

Recent Posts

Axsys Dental Solutions Annouce TrimExpert
The First Ever Automated Applicance Trimming Solution
New Versamill 5X450 Announced
Axsys Dental Solutions Announces The Immediate Release Of the New Versamill 5X450useful links
- Whitepaper: Construction Characteristics of an Effective Dental Milling Machine
- 10 Questions to Ask Before Purchasing a New Dental Milling Machine
- Axsys Dental Solutions Personal Care Support Program
- Axsys Dental Solutions Corporate Datasheet
- ROI Calculator: Restorative
- ROI Calculator: Custom Abutments